


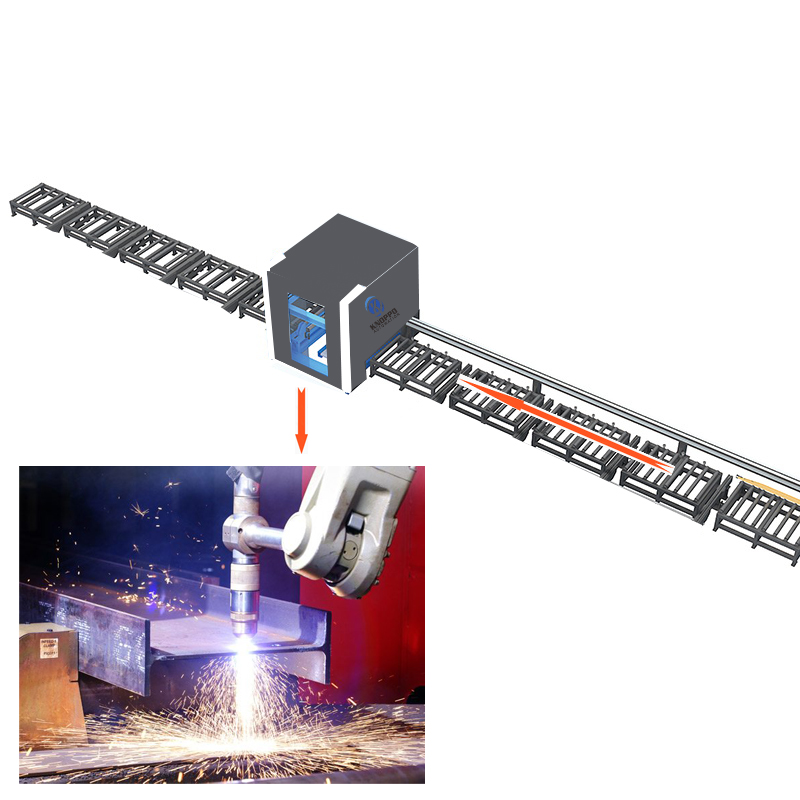
Mesin pemotong rasuk H ini digunakan secara meluas dalam memotong dan memproses bahagian struktur saluran paip dalam pembinaan, kimia, pembinaan kapal, kejuruteraan mekanikal, metalurgi, kuasa elektrik dan industri lain.Pada masa lalu, kebanyakan pemprosesan jenis ini menggunakan teknik operasi mundur dan rumit seperti membuat prototaip, scribing, lofting manual, pemotongan manual dan penggilap manual.Mesin pemotong talian bersilang CNC boleh memotong dan memproses bahan kerja sedemikian dengan sangat mudah.Tidak perlu operator mengira atau memprogram.Anda hanya perlu memasukkan jejari paip, sudut persimpangan dan parameter lain sistem persilangan paip, dan mesin secara automatik boleh memotong garis bersilang paip.Lubang garisan bersilang dan alur kimpalan.Mesin pemotong talian bersilang paip CNC menggunakan kawalan digital, dan peralatan [bilangan paksi kawalan ialah dua hingga enam paksi dan model lain yang berbeza.Setiap model menyedari paksi kawalan saling mengunci semasa pemotongan seperti waktu bekerja, dan mempunyai fungsi memotong pelbagai garisan bersilang dan lubang bersilang;serong sudut tetap, serong titik tetap, dan fungsi pemotongan serong sudut berubah;fungsi pampasan pemotongan paip
| Kawasan kerja | Nama | Parameter |
| rasuk H/rasuk I/Keluli Saluran/Rasuk keluli sudut | 600mm-1500mm | |
| Kaedah pemotongan | Plasma/Nyala | |
| Panjang pemotongan yang berkesan | 12m | |
| Borang pemotongan profil | Potongan lurus panjang tetap, potongan serong panjang tetap | |
| Bahan yang berkenaan | Keluli struktur karbon, keluli tahan karat | |
| Memotong | Sumber kuasa plasma | 200A |
| kaedah | Ketebalan pemotongan plasma | Ketebalan pemotongan tebuk 1-45mm |
| Ketebalan pemotongan bahan api oksi | Ketebalan pemotongan menegak <60mm | |
| Pemotongan serong | ±45. | |
| Mesin ketepatan | Ketepatan pemotongan panjang | ±1.5mm |
| Kelajuan pemotongan | 10 〜2000mm/min | |
| Kelajuan bergerak | 10 〜6000 mm/min | |
| paksi | Paksi robot | Paksi X: pergerakan obor pemotong ke kiri dan kanan |
| Paksi Y1&Paksi Y2: Paksi penyegerakan dua hala sebenar : pergerakan obor pemotongan ke hadapan dan belakang | ||
| A Paksi: putaran obor pemotongan | ||
| B Paksi: obor pemotong menguap | ||
| C Axis: bahan kerja luaran adalah kepada suapan mendatar | ||
| ZAxis: obor pemotong atas dan bawah | ||
| Berat badan | Berat profil maksimum untuk dipotong | 5000kg |
Sampel
Video
-
Serong Pemotong Paip CNC Diameter Besar Katil Gelek...
-
5 Axis CNC Square Dan Tiub Paip Bulat Plasma Cu...
-
6 Axis H Beam CNC Cutter Plasma Cutting Coping ...
-
Mesin pemotong profil paip plasma CNC robotik...
-
Pemotong Plasma CNC Tiub Logam Dan Lembaran
-
Barisan fabrikasi rasuk H Automatik pemotongan rasuk H...





